 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


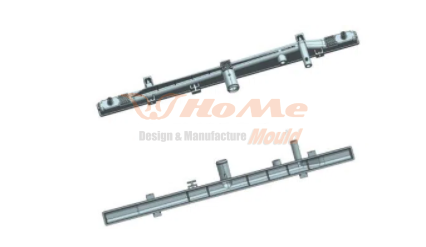
Калап за вбризгување на радијатор за резервоари на автокар
Калап за вбризгување на радијатор за резервоари на автокар
Опис на мувла
Калап челик: P20
Шуплина на мувла: единечна или повеќекратна
Материјал на производот: PA66+GF30%
Систем за инјектирање: Ладен тркач
Тип на исфрлање: Пин за исфрлање
Време на циклус: 50 С
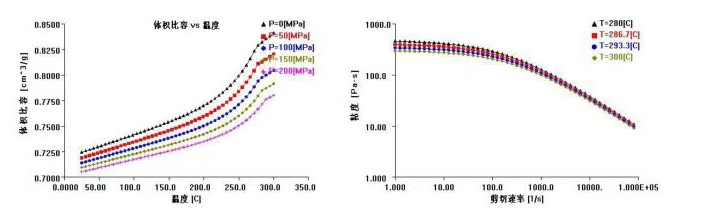
Зошто да изберете материјал за радијатор на резервоарот PA66+GF30%?
Со развојот на автомобилски лесни, во пракса, горниот и долниот резервоар радијатори наКалап за вбризгување на радијатор за резервоари на автокарсе заменуваат со инженерска пластика наместо бакар, обично се користи најлон 66 за да се додаде материјал од стаклени влакна. PA66 има добра отпорност на висока температура и корозија, така што деловите на комората за вода се недопрени и не се свиткани. Автомобилите на горните и долните резервоари се заменуваат со инженерска пластика наместо бакар, обично со користење на најлон 66 за додавање материјал од стаклени влакна. PA66 има добра отпорност на висока температура и корозија, така што деловите на комората за вода се недопрени и не се свиткани. Во исто време, има добра еластичност и убави делови за радијатори на резервоарот.
Структура на калап за резервоар за радијатор
Определувањето на структурата на матрицата треба да ги земе предвид системот на мувла и фактичката состојба на производството. БидејќиКалап за вбризгување на радијатор за резервоари на автокарПроизводите се странични јадро влечење структура, па употребата на калап празнина мувла структура, портата со помош на тест портата. Автоматскиот резервоар за радијатор е долги прави парчиња, кога ќе се постави портата долги прави парчиња во средината на деловите, пластиката ќе се појави во процесот на полнење на стопените молекули и ориентацијата на влакната, производот се јавува различна ориентација кон свиткувањето и паралелно со насоката и нормално на протокот ќе имаат тенденција да стрес напукнување, бидејќи нормално на протокот на ниска јачина, повеќе склони кон напукнување на стрес. Така инженерите за дизајн на калапи во Хонгмеј решија да ја постават портата на едниот крај од производот.
Проверка на дизајнот на производот:
Без оглед на дизајнот на производот направен од HONGMEI MOLD или понуден од клиентите, ние секогаш правиме целокупна анализа и инспекција, како што е изводливоста на процесот на обликување на пластика, изводливоста на структурата и движењето на пластичните калапи, ситуацијата што се совпаѓаат со сите поврзани пластични компоненти итн. Може да избегне пластични калапи измени, отпадоци и други непотребни работи за поправка на пластични калапи, кои се предизвикани од грешка во дизајнот на производот. Сметаме дека уште 10 минути што ги трошиме на дизајнот, еден месец може да се намали во производството.
Со прецизна анализа, предвидување анализа на рационалност за дизајн на пластични калапи, најдобра анализа на обработка и примена на структурата на пластични калапи, нуди најпрофесионални решенија со најсоодветни перформанси на пластични калапи и техничка спецификација по потреба од клиентот.
Инспекцијата опфаќа многу аспекти, како што се интензитетот на пластичните калапи, анализата на протокот на мувла, исфрлањето на пластичните калапи, системот за ладење, рационалноста на системот за водење, примената на спецификацијата на резервните делови за пластични калапи, изборот на машини на клиентите и примената на посебни барања итн. од нив треба да се проверат во согласност со стандардот за дизајн на HONGMEI MOLD Plastic Molds.
Инспекција за набавка на челик:
Постои строг процес на инспекција и временска контрола на купувањето на резервни делови, стандардизацијата на деловите, прецизноста на големината, цврстината на материјалот од пластични калапи и откривање на недостатоци на материјалот и така натаму.
Производството на мувла не е само дизајн на мувла, CNC обработка и склопување. Добрата компанија за мувла не само што се грижи за ова, тие ќе посветат повеќе внимание на деталите како што се протокот на мувла, проверка на големината на мувлата, прецизноста на CNC на мувла, проверка на каналот за вода и степенот на полирање на мувла.

Инспекциска опрема
1. лизгачки дебеломер
2. Мултиметар
3. Тврдометар
4. Мерка лента
5. Микрометарски дебеломер
6. CMM машина
Стандарди за инспекција на изгледот
1. Големината на основата на мувла треба да биде стандардна
2. Уредна и мазна на површината на основата на мувлата
3. Челикот за мувла мора да биде ист како договорот
Структура на мувла
1. Разумна структура на мувла
2. Лизгачите мора да се измазнуваат и имаат потреба од греен третман, има жлеб за масло на лизгачот
3. Подигнувачот, вметнувачот и иглата за инјектирање, грмушката треба да работат мазни.
Систем за ладење
1. Разумен циклус систем за ладење
2. Канал за мазна вода, без истекување на вода и воздух
3. Големината на интерфејсот на каналот за вода треба да биде иста како и цртежот
Систем за инјектирање
1. Лоцирајте го прстенот треба да одговара на машината за инјектирање, големината и наклонот на главниот тркач треба да бидат разумни
2. Хранење метод и гранка тркач треба да биде разумна позиција, портата е лесно за паѓање
3. Разделба линија дизајн разумен
4. Некој калап означен датум на ден/месец/година или материјал или лого
5. Пин за инјектирање треба да биде соодветен дизајн
Испрати барање



X
Ние користиме колачиња за да ви понудиме подобро искуство во прелистувањето, да го анализираме сообраќајот на страницата и да ја персонализираме содржината. Со користење на оваа страница, вие се согласувате со нашата употреба на колачиња.
Политика за приватност