 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Производи
- Голем калап за апарати за домаќинство
- Калап за мали апарати за домаќинство
- Мувла за пластични делови за домаќинство
- Мувла за пластична медицинска опрема
- Пластични канцелариски капацитети мувла
- Мувла за пластични делови за автомобили
- Мувла за пластични делови за мотоцикли
- Мувла за производи за миленичиња
- Пластична мувла за стол
- Мувла за пластични индустриски делови
- Калап за вбризгување на пластична гајба
- Мувла за пластични производи за деца
- Пластична мувла со тенок ѕид
- PET Preform и Калап за капа
- Калап за монтирање на пластични цевки
- Производи од пластика
- Други калапи










Пластичен соковник школка мувла
Како професионално производство, би сакале да ви обезбедиме висококвалитетна пластична школка за соковник. И ние ќе ви ја понудиме најдобрата услуга по продажбата и навремена испорака.
За да изградите добра фигура, многу луѓе сами ќе направат шолја сок наместо млечен чај, тој е здрав и хранлив, па затоа е добро да направите нов дизајн калап за школка за соковник 2021 топла распродажба.
За да изградите добра фигура, многу луѓе сами ќе направат шолја сок наместо млечен чај, тој е здрав и хранлив, па затоа е добро да направите нов дизајн калап за школка за соковник 2021 топла распродажба.
Модел:HM-03 Plastic Juicer Shell Mould
Испрати барање
Опис на производот
Како професионално производство, би сакале да ви обезбедиме висококвалитетна пластична школка за соковник. И ние ќе ви понудиме најдобра услуга по продажбата и навремена испорака.

Информации за мувла школка за соковник за пластика
Основен материјал за соковник: ABS
Материјал за чаша за соковник: AS
Калап челик: P20
Плоча за мувла: C45
Подвижни делови: P20 грејна обработка
Метод на инјектирање: Ејекторска плоча
Систем за ладење: Циклус на вода со висок квалитет
Шуплина на мувла: додатоци: 1+1+1
тело: сингл
Тркач: Ладен тркач
Површинска обработка: Полски
Време на испорака: 50 дена
Животот на мувла: 500.000 снимки
Големина на мувла: 420*450*390мм
Машина за инјектирање: 200 Т
Дизајн на мувла школка за соковник
Hongmei има 5 одлични дизајнери на производи и мувла, тие имаат 10+ искуство и се вешти во цртање систем за ладење на мувла и систем за исфрлање.
За овој калап со школка Juice, дизајнерот предлага слајдови со 2 големини, ја усвои структурата на дизајнот на позицијата на еластичниот ред на предниот калап, а системот за исфрлање ја избира плочата за исфрлање туркана од цилиндарот за масло. Оваа структура на мувла е многу достапна и погодна.
Сè уште има многу важен случај за калапот за мали апарати за домаќинство, кој е склопен на секој дел, така што ние го дизајнираме овој тип на калап мора да обрнеме внимание на уметничката линија, на дизајнот на делната линија треба да се во согласност со оваа уметничка линија и да користиме прецизна обработка за да добиеме убавата површина.
Топол тркач или ладен тркач?
Повеќето делови може да изберат топол тркач за правење, исто така, може да изберат ладен тркач.
Како би можеле да го избереме системот за тркалање за калап за чаши за соковник?
* Според вашиот буџет: цената за ладен тркач е пониска од топла тркач
* Според карактеристиките на деловите: површинските делови може да изберат топол тркач, а внатре резервни би можеле да избереме ладен тркач
* Според одржувањето на мувлата: поправката на ладниот тркач е полесна од топла тркач и чини пониска
* Според цената на материјалот: ако цената на суровината е многу висока, топлите тркачи немаат долга порта, така што ќе ни помогне да го намалиме материјалот
Да се избере соодветна порта е важно за пластичната школка за соковник
На производите за домашни апарати им е потребна мазна и уредна површина, така што дизајнот на мувлата е многу важен, вклучувајќи го и дизајнот на портата.
1.Барања што треба да ги исполни локацијата на портата
- Барања за изглед (ознаки на портата, линии за заварување)
-Барања за функцијата на производот
- Барања за обработка на мувла
-Откривање на производот
-Волуменот на портата не се отстранува лесно
-Процесот на калапи е лесен за контрола
2.Влијание врз производството и функцијата
Должината на протокот го одредува притисокот на вбризгување, силата на стегање, а скратувањето на должината на целосниот проток кога производот не е наполнет може да го намали притисокот на вбризгување и силата на стегање.
Позицијата на портата ќе влијае на притисокот на задржување, големината на притисокот на задржување и дали притисокот на задржување е избалансиран. Држете ја вратата подалеку од напрегнатата положба на производот (како што е лежиштето) за да избегнете преостанат стрес. Позицијата на портата мора да ги земе предвид издувните гасови за да се избегне акумулација на ветерот. Ако тоа се случи, не ставајте ја вратата на послабиот или вградениот дел од производот за да избегнете погрешно усогласување.
Што е AS материјал?
Стиренската акрилонитрилна смола е кополимерна пластика која се состои од стирен и акрилонитрил. Познат е и како САН. Широко се користи наместо полистирен поради неговата поголема термичка отпорност. Синџирите од помеѓу 70 и 80% тежински стирен и 20 до 30% акрилонитрил. Поголемата содржина на акрилонитрил ги подобрува механичките својства и хемиската отпорност, но и додава жолта нијанса на нормално проѕирната пластика.
Што е AS Material Uses?
Употребата вклучува контејнери за храна, шишиња со вода, кујнски прибор, компјутерски производи, материјал за пакување, кутии за батерии и пластични оптички влакна.
Обработка на мувла школка за соковник
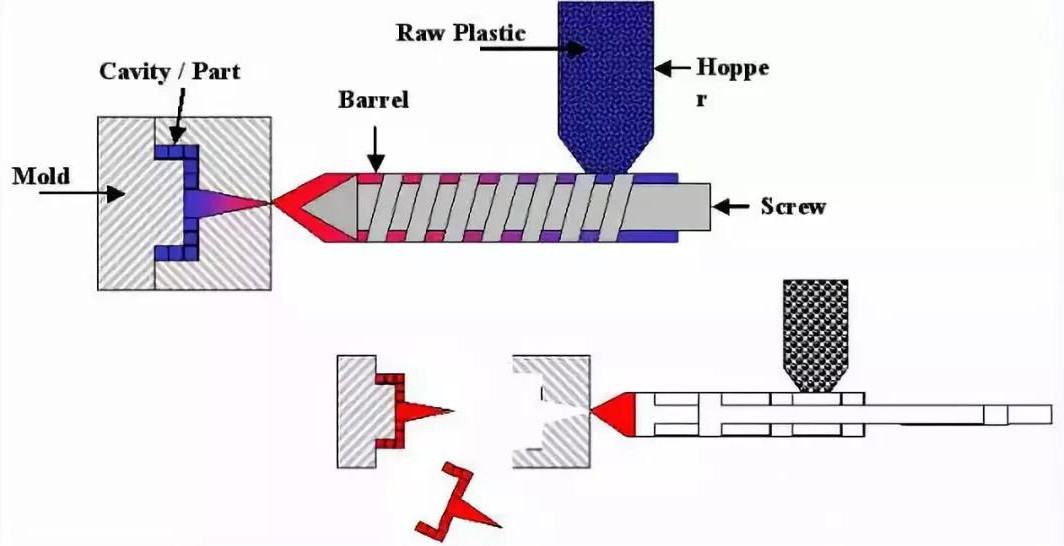
Калапот со инјектирање е производствен метод кој произведува делови со вбризгување материјал во калап. Главниот метод за обработка на пластика е калапи со инјектирање. Во овој процес, пластиката се става во бункерот, а потоа бункерот ја загрева и инјектира пластиката, која се турка низ долга комора и клипна завртка. После тоа, се омекнува во течна состојба. Млазницата се наоѓа на крајот на шуплината, а течната пластика е принудена да се олади низ млазницата, затворајќи го калапот. Кога пластиката се лади и зацврстува, полуготовиот производ излегува од пресата.
Контактирајте ме
Жешки тагови: Калап за школка за соковник за пластика, Кина, приспособено, квалитет, мода, нов стил, топла продажба, популарно, евтино, купува, најново продавано, на големо, најново, ниска цена, фабрика, произведено во Кина, цена, производители, добавувачи, OEM, ODM , Навремена испорака, бесплатен примерок
Ознака на производот
Испрати барање
Ве молиме слободно дајте го вашето барање во формата подолу. Ќе ви одговориме за 24 часа.









X
Ние користиме колачиња за да ви понудиме подобро искуство во прелистувањето, да го анализираме сообраќајот на страницата и да ја персонализираме содржината. Со користење на оваа страница, вие се согласувате со нашата употреба на колачиња.
Политика за приватност